
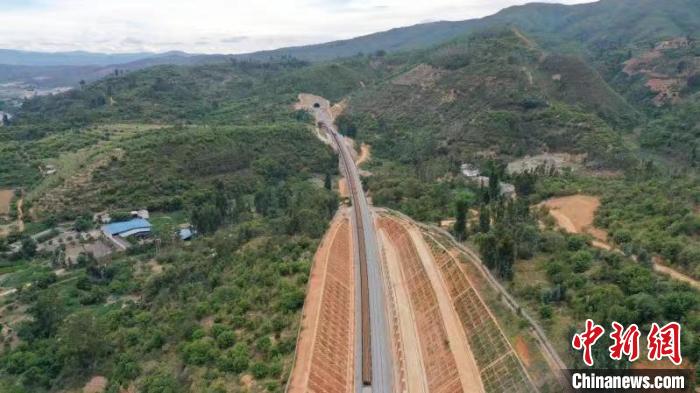
图为长轨车将焊接合格的钢轨运送往中老铁路。 姚巍 摄
随着最后一根重达30多吨的500米长钢轨顺利下线,中老铁路中国段玉溪至磨憨段长钢轨焊接13日全部完成,将根据现场铺轨需要及时运输供应,确保轨道铺设按期完成,为全线开通运营奠定坚实基础。

图为龙门吊正在将长钢轨吊起,输送到滚道线上,方便长轨车进行运输。 陈畅 摄
中老铁路中国段玉溪至磨憨段全长508公里,需要500米的长钢轨共1780公里,全部在昆明东郊的中国铁路昆明局集团黄龙山焊轨基地进行焊接,再由长轨运输车陆续运往现场,保证铺轨施工顺利进行。

图为黄龙山焊轨基地将成品长钢轨统一存放,做好发往中老铁路建设现场准备。 徐章位 摄
“我们根据长钢轨特性按需‘配菜’优化焊接工艺,有效降低钢轨在不同地质环境和湿热气候条件影响下的形变量,确保每一条长钢轨质量达标,安全可靠。”中国铁路昆明局集团黄龙山焊轨基地工程师周兰平说,中老铁路长钢轨由每节长100米的60N廓形钢轨焊接而成,这种新型钢轨与机车轮对的贴合面更好,使用寿命更长,线路开通后动车开行的安全性、平稳性和舒适性更高。

图为焊轨车间现场打磨轨底,火花四溅。 徐章位 摄
中老铁路国内段自北向南翻越磨盘山、哀牢山、无量山,横跨元江、阿墨江、把边江、澜沧江,沿途地质构造复杂,全年降雨充沛,长大隧道密布,气候条件差异大,复杂的自然环境对钢轨的焊接质量和轨道的钢轨技术状态提出了较高的要求。中国铁路昆明局集团焊轨基地主动优化生产工艺流程,增加检验频次,确保电弧焊接、热处理和精打磨等28道工艺技术标准执行到位,使钢轨焊头各项参数全部满足设计需求。

图为焊轨车间焊接工位正在进行钢轨焊接。 徐章位 摄
“目前铺轨现场每天需要10公里的长钢轨,为满足铺轨需要,我们从生产到运输,再到施工,“一盘棋”统筹谋划,做到现场铺设一公里,基地产出一公里,途中运送一公里,源源不断保障钢轨供应及时。”中国铁路昆明局集团长轨车运输负责人陈万忠说。













